



 MACH 3 problem sa granicnim prekidacima
MACH 3 problem sa granicnim prekidacimaImam problem sa doticinim programom ili sa masinom jos ne znam

Evo opisa mog problema:
Masina odradjuje program bez problema, ali kada ja hocu rucno da je "vozim" ona se krece sporije nego sto bi trebalo.Ustvari krece se isto onako sporo kada je dovedem u krajnji polozaj i aktivira se granicni prekidac, pa nakon restarta kada je pokrenem krece isto onako sporo kao sto se sada krece ( brzina kretanja je 500mm/min) . Nisam napomenio da se radi o step motorima. Probao sam da je "navedem" na granicni prekidac ne bi li se zaustavila, ali prekidac ne odradjuje svoje ( induktivni prekidac je u pitanju) .
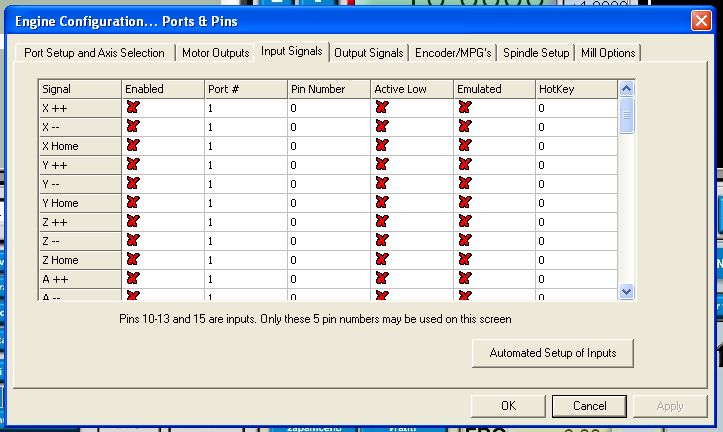
Kada u MACH-u odem na tab SETTINGS opcija OverRide Limits mi blinka crveno, kao sto je na slici, a kada odem na Diagnostic M1 M2 M3 su mi aktivni prekidaci ( slika) ali nemam OUTPUT SIGNAL.
Da li ovo moze uopste da se resi?

 Re: MACH 3 problem sa granicnim prekidacima
Re: MACH 3 problem sa granicnim prekidacima























 Re: MACH 3 problem sa granicnim prekidacima
Re: MACH 3 problem sa granicnim prekidacima
 Re: MACH 3 problem sa granicnim prekidacima
Re: MACH 3 problem sa granicnim prekidacima